Software: LGWorksRT
Software: LGWorksRT
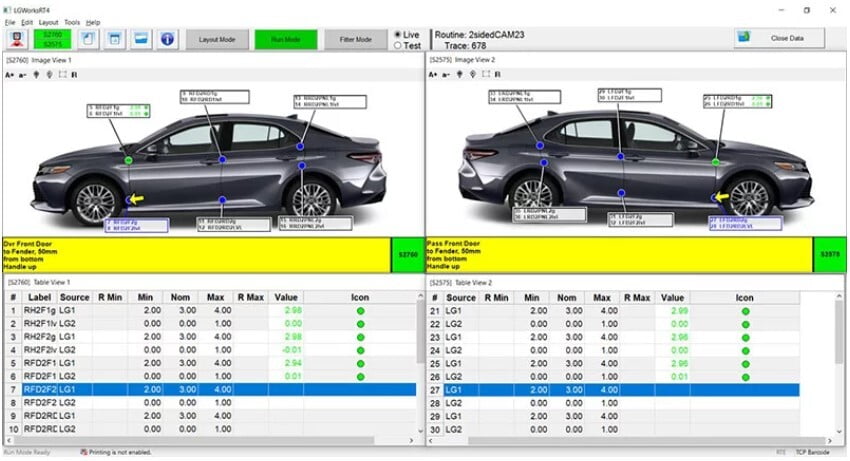
The LGWorks Run-Time (RT) software is used primarily on moving assembly lines with DSP Sensors to run inspection routines wirelessly, created in LGWorks.
In most cases, LGWorksRT is used on a moving assembly line to make measurements on vehicles as they move through the inspection station. Routines can be run by one or two operators working simultaneously using multiple DSP sensors. The measurement results are displayed on a large screen mounted over the line and out-of-spec conditions are color-coded for easy identification.
Compatibility extends to various sensors, including HS702, HS703, and HS763.
LGWorksRT Features
LGWorksRT Features
BARCODE TO ROUTINE CAPABILITY
A routine can be launched in LGWorksRT by entering a trace that is specifically associated with the routine. The trace can be a VIN, a sequence number, or any identifier of the part or assembly being inspected. In assembly plants, the VIN or sequence number is usually on a barcode label attached to the part. Using the optional barcode reader on the sensor to read the barcode and associating a precise trace to a specific routine, that routine will automatically open in LGWorksRT in preparation for measuring.
ONE OR TWO OPERATORS
COMMUNICATION
Whether the communications are accomplished wirelessly using the Zigbee module or through a USB cable inserted into a com port on the computer, LGWorksRT sends virtual gauge setup instructions, sensor messages, and other commands to the LaserGauge®. The LaserGauge® executes the measurement based on those commands and sends the results back to LGWorksRT so that they can be displayed and logged.
OPTIONAL FIT-GATE STATION
OPTIONAL FIT-GATE STATION
This option works in conjunction with LGWorksRT. The gap and flush, or “fit”, data is recorded and entered into the plant’s database or quality management system. Measurement results from the Fit-Gate station can also be gathered and filtered, with those results displayed on a separate monitor or LCD downstream where operators can adjust the ‘fit’ of any out of spec measurement.